Современное оптическое производство и некоторые тенденции его развития
Аннотация
Оптическое производство и оптические технологии всегда представляли собой специфическую отрасль отечественного производства. Специфика эта обусловлена особенностями физико-химических свойств обрабатываемых материалов, необходимостью использования специального оборудования, обрабатывающего инструмента и средств контроля….
Ключевые слова: оптические приборы, производство, современные технологии, тенденции развития, прогрессивные способы производства, современные средства измерения
ОАО “НПП КП “Квант”
Состояние отрасли в недавнем прошлом
Оптическое производство и оптические технологии всегда представляли собой специфическую отрасль отечественного производства. Специфика эта обусловлена особенностями физико-химических свойств обрабатываемых материалов, необходимостью использования специального оборудования, обрабатывающего инструмента и средств контроля. Не секрет, что в последние годы оптическое производство испытывает такие же проблемы, как и многие другие отрасли отечественной промышленности - старение парка оборудования, недостаток квалифицированных кадров и разрушение структуры их подготовки.
С другой стороны, растет понимание того, что оптические устройства и технологии являются неотъемлемой частью сложных оптико-электронных устройств, используемых в промышленности, в научных исследованиях, для нужд обороны и требуют к себе самого пристального внимания.
В течение длительного времени одним из немногих производителей современного оптического оборудования для предприятий отрасли бып Сморгонский завод оптического станкостроения (г.Сморгонь, Белоруссия). Это предприятие производило широкую номенклатуру станков для традиционной (метод свободного поверхностного притира) и скоростной алмазной обработки оптических заготовок, оборудование для центрирования деталей (в т.ч. с лазерным контролем), а также вакуумные установки для нанесения оптических покрытий различного назначения. Конструкции станков постоянно совершенствовались в целях обеспечения максимальной производительности и высокой точности обрабатываемых деталей. При этом всегда присутствовало стремление учитывать передовой зарубежный опыт в этой области. Но с распадом СССР предприятие стало испытывать серьезные трудности. Сморгонский завод продолжает выпускать оборудование и сейчас, но количество заказов, по известным причинам, резко сократилось.
Оборудование, изготовленное в те годы и имеющее солидный возраст, до сих пор можно встретить на многих предприятиях отрасли и, более того, оно в работоспособном состоянии и продолжает выполнять свои функции.
Понятно, что не всегда это происходит от хорошей жизни, т.к. стоимость современного импортного станка может составлять сотни тысяч евро.
Приборы для контроля оптических деталей ранее также выпускались в достаточном количестве и ассортименте, чтобы удовлетворить потребности контроля в отрасли. Производителями приборов для контроля оптических деталей были и остаются ведущие предприятия отрасли, такие как ЛОМО, НПЗ, КОМЗ и др.
В некоторых случаях, в связи с большим разнообразием выпускаемых оптических деталей и узлов, использовались нестандартные средства контроля, которые зачастую проектировались и изготавливались самим производителем оптики. Определенные проблемы имелись с бесконтактным контролем сферических поверхностей - выпускаемые промышленные интерферометры типа ИТ-100 были рассчитаны только на контроль плоских поверхностей. К выпуску готовился первый интерферометр со сферическим компенсатором типа ИКДУ, но последовавший вскоре распад СССР и проблемы 90-х годов приостановили работы в этом направлении.
Стекловаренная промышленность в советский период имела четкую структуру. Существовало пять предприятий в России и Украине, которые в сумме выпускали всю необходимую номенклатуру оптических стекол. При этом была четкая специализация предприятий по маркам стекол. Так, практически все цветные стекла выпускались на Изюмском заводе (Украина). С распадом СССР стекловаренная промышленность также стала испытывать серьезные трудности. Производство большого числа марок цветного оптического стекла пришлось срочно осваивать на Лыткаринском заводе оптического стекла (Московская обл.). Трудности в стекловаренной промышленности продолжаются и в настоящее время. Так, Никольский завод оптического стекла находился на грани остановки. Как следствие - страдает качество выпускаемых оптических заготовок. В этой ситуации некоторые производители оптики обращают свои взгляды к иностранным производителям оптического стекла, таким как O`HARA и др.
Современные технологии в оптическом производстве
Тем не менее, развитие оптических технологий не стоит на месте. На базе развития микроэлектроники и МЭМС-устройств стали возможны новые конструктивные решения и использование их при создании оптического оборудования нового поколения. В первую очередь это относится к ведущим мировым фирмам по производству оптического оборудования - SatisLoh и OptoTech. В совокупности с достижениями в области числового программного управления это дало принципиальную возможность создать автоматизированное оборудование для обработки оптических деталей. Ранее речь могла идти только о механизации и частичной автоматизации некоторых видов оптического оборудования. Конструкция нового оборудования в этом случае неразрывно связана с реализацией новой технологии.
Рассмотрим новые конструктивные и технологические решения на примере приобретенных нами станков для обработки асферических деталей ASM100 CNC TC и ASM200 фирмы OptoTech. Шлифование заготовки на станке ASM100 производится в 4-х жестких осях при скорости вращения алмазного инструмента до 10 000 об/мин. Воспроизводимая точность позиционирования инструмента при этом составляет не более 1 мкм. Сущность предлагаемой новой технологии заключается в том, что алмазный инструмент с рабочей поверхностью торической формы (форма “бублика”) осуществляет движение по образующей оптической поверхности, находясь в “точечном” контакте с обрабатываемым материалом. Такая запатентованная схема позволяет получать как сферические, так и асферические поверхности, в т. ч. поверхности высшего порядка.
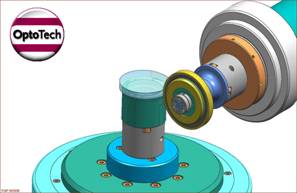
Схема обработки на станке ASM100
Программное обеспечение AspheroTool обеспечивает эффективное управление и контроль над всеми функциями станка. Управляющая программа автоматически формируется после введения уравнения поверхности и исходных параметров детали.
Высокая точность позиционирования инструмента и заготовки обеспечивается также за счет использования гидропластовых патронов фирмы Schunk , сводящих погрешность повторного базирования к минимуму. На адаптере (оправке) возможно закрепление второго алмазного инструмента, что позволяет обрабатывать деталь по диаметру торцевым инструментом.
Повышению точности обработки способствует наличие термостатированной системы подачи СОЖ. Емкость для СОЖ имеет автономную систему нагрева, а также подключена к охлаждающему чиллеру. Точность поддержания температуры - до 0,5ºС. Режим термостатирования позволяет обрабатывать оптические материалы с большим коэффициентом линейного расширения, такие как бескислородные стекла, критичные к перепадам температуры. Необходимо добавить, что емкость для СОЖ содержит сепаратор, отделяющий твердую фазу шлама при обработке, тем самым сохраняя чистоту СОЖ и снижая необходимость ее замены.
Как видно, в конфигурации станка тщательно продуманы вся необходимые периферийные устройстава.
Обработанная таким образом заготовка поступает затем на полирование на станок ASM200. Задачей полирования, по существу, является придание поверхности детали нужной шероховатости и чистоты, не меняя при этом формы поверхности, полученной при шлифовании. Полирование может осуществляться как полноразмерным инструментом, так и малым инструментом по специальной программе. Для полирования сферических деталей используется режим ”синхроспид”, при котором относительная скорость движения всех точек детали одинакова. Корпус полировальника изготавливается из минерального материала с малым коэффициентом линейного расширения, что способствует точности и воспроизводимости формы деталей при обработке. Особенность состоит в том, что сам корпус полировальника может быть прошлифован на станке ASM100.
Рабочей поверхностью полировальника служит специальная полимерная пленка - аналог пенополиуретана.
В случае полирования асферических деталей применяется режим малой осцилляции. Корпус полировальника при этом имеет форму эквидистантной асферической поверхности, на которую наклеивается слой специальной резины и полировальная пленка. Полирование происходит в интенсивном режиме, что позволяет сократить его продолжительность в 3-5 раз по сравнению с традиционным способом.
Система подачи полировальной эмульсии на станке ASM200 также термостатирована с точностью до 0,5ºС. Для полирования оптических стекол используется суспензия тонкодисперсного полирита марки Cerox 1650, а для обработки кристаллов применяется структурированная эмульсия тонкой окиси алюминия марки UltraSol 500. Интересен тот факт, что сочетание интенсивных режимов обработки и современных полировальных материалов позволили получить оптические поверхности без сетки даже мельчайших ласин, что при традиционной обработке практически невозможно.
Некоторые направления и тенденции развития оптических технологий
Кроме перечисленных функций указанное оборудование обладает дополнительными возможностями, которые обеспечиваются кинематикой станка и специальными опциями программного обеспечения. Так, при реализации сложного запрограммированного относительного движения верхнего и нижнего звена станка ASM100 становится возможным изготовление неосесимметричных деталей цилиндрической и торической формы, а также внеосевых параболоидов.
Практика показывает, что возможности станка в этом случае могут ограничиваться слишком большой крутизной поверхности, когда становится невозможным контакт вершины рабочей поверхности круга с обрабатываемой поверхностью. Специалистами было найдено решение, которое заключается в использовании большого металлического блока, составной частью которого являются внеосевые параболоиды. При этом оставшаяся поверхность блока заполнена вспомогательным материалом, принимающим форму блока и способствующим процессу полирования. Кроме рассмотренного способа обработки существуют и другие прогрессивные способы полирования. Один из них - это WPT- полирование полиуретановым шаровым инструментом (Wheel Processing Technology), используемое для поверхностей со сложной геометрией.
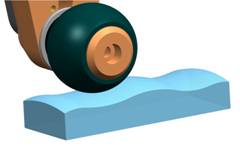
Схема WPT-полирования
Еще одним высокопроизводительным и точным методом обработки является активная жидкостно-напорная полировка - A-FJP (Aktiv-Fluid-Jet-Polishing) - новая технология доводки, реализованная фирмой OptoTech.

Схема A-FJP - полировки
Особенностью данного вида полировки заключается в достижении минимальной шероховатости и возможности значительного съема материала, что позволяет легко удалять следы шлифования. Считается, что технология A-FJP активной жидкостно-напорной полировки в комбинации с технологией WPT - полировки шаровым инструментом в будущем может стать одной из самых передовых технологий обработки оптики .
Отдельное большое место занимают прогрессивные технологии точного контроля формы оптических поверхностей. Эти технологии включают как контактные, так и бесконтактные методы измерения. Важно, что все они имеют интерактивный характер и результаты измерений по локальной сети передаются на станки для корректировки управляющих программ и устранения ошибок путем корригирующего полирования или шлифования.
Один из наиболее точных контактных методов - измерения на сверхпрецизионной координатно-измерительной машине типа PPM-C (Infinity 750) с трехмерной системой сканирования. Абсолютная точность такого сканирования может достигать менее 0,3 мкм., а воспроизводимость результата до 0,1мкм.

Координатно-измерительная
машина Infinity 750
Бесспорныи достоинством бесконктных интерференционных методов является очень быстрое получение результата контроля и отсутствие риска повредить деталь. Асферические интерферометры типа OWI 150ASPH (OptoTech) обладают высокой точностью, широким диапазоном апертур, но требуют для контроля каждой отдельно взятой формы поверхности отдельной синтезированной голограммы (CGH), преобра-зующей плоский волновой фронт в асферический. Очевидно, что расчет и изготов-ление такого диспергирующего элемента всякий раз требует определенных затрат.
В этом смысле, несмотря на немалую стоимость, предпочтительнее выглядит асферический интерферометр абсолютного измерения сшивного типа марки VeriFire Asphere фирмы Zygo. Он базируется на совокупности схем интерферометра Физо и интерферометра смещения и не требует использования синтезированных голограмм. .

Асферический интерферометр
VeriFire Asphere (Zygo)
Точность интерферометра VeriFire достигает λ/60 (100 нм) при воспроизводимости результатов до 3 нм. Максимально измеряемая асферичность – 800 мкм.
Нет сомнения в том, что рассмотренные выше прогрессивные способы обработки сложных оптических деталей в сочетании с новейшими приборами контроля, действительно создадут возможности для реализации самых смелых конструкторских идей и смогут обеспечить максимально достижимое качество оптики будущего.